

Yüksek Kaliteli CNC Pres Bükme İmalatı
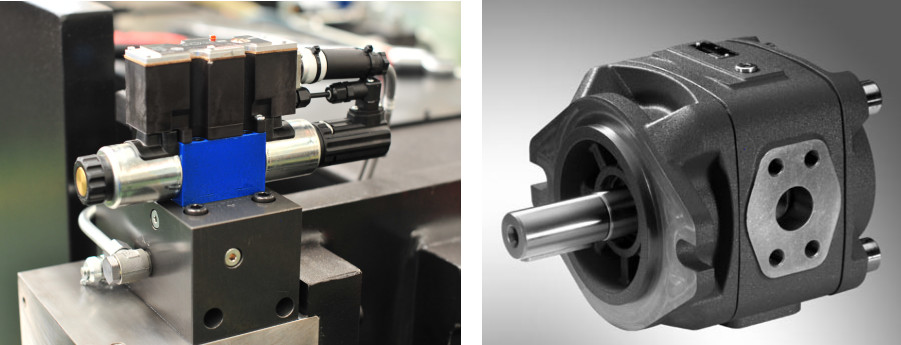
1. Çift silindirin kontrolü için elektro-hidrolik sistem kullanılmıştır; bu sayede yüksek senkronize kontrol doğruluğu, yüksek bükme doğruluğu ve yeniden konumlandırma doğruluğu elde edilmiştir.
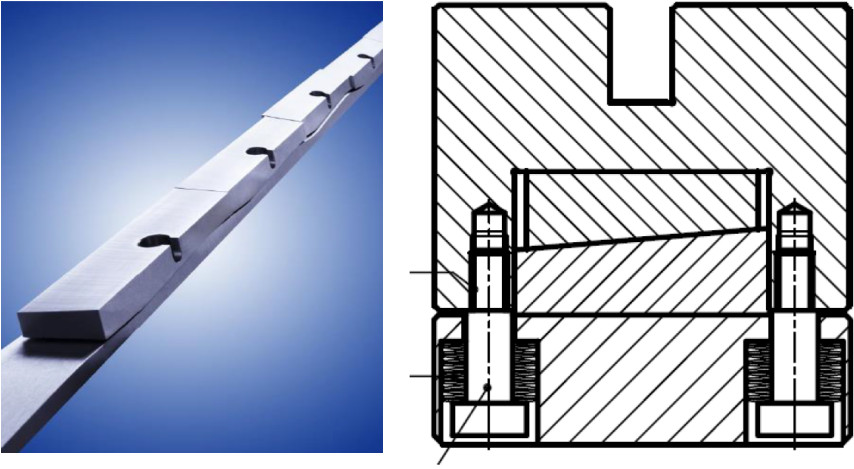
2. Bükme işlemi sırasında kaydırıcının deformasyonunun iş parçasının kalitesi üzerindeki etkisini gidermek için mekanik sapma otomatik telafi sistemi kullanılmıştır. Telafi miktarı, hassasiyeti artırmak için CNC sistemi tarafından otomatik olarak ayarlanır.
(1) Makine, makinenin enine ve boyuna yönlerinin telafisini sağlayabilen iki yönlü bir ayarlama yapısı ile telafi edilir.
(2) Bükme doğruluğunu daha doğru hale getirmek için yoğun nokta telafi yöntemi benimsenmiştir.
(3) Aynı plaka kalınlığına sahip malzemenin bükülmesinin yerinde telafi edilmesi, hidrolik telafi ve yapının ileri geri hareketinden farklı olarak, mekanik telafi, takım tezgahının yorulma deformasyonunu büyük ölçüde azaltır ve hizmet ömrünü iyileştirir;
(4) Telafinin doğruluğunu hassas bir şekilde kontrol etmek için özel redüktör ve yüksek hassasiyetli potansiyometre kullanın.
(5) Hidrolik dengelemeli iş tablasının üç plakalı yapısından farklı olarak, bu cihaz, iş parçasının bükülmesinde paraziti etkili bir şekilde önleyebilen tek plakalı iş tablası tasarımını benimser.
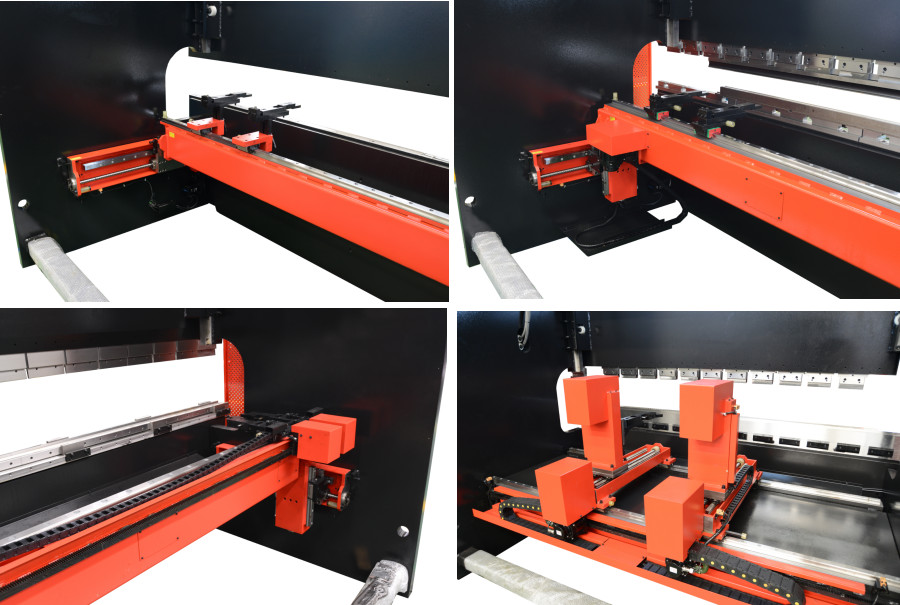
3. Çok fonksiyonlu arka dayama aparatı, 6 eksene genişletilebilir; yani X1 ve X2 eksenleri ileri-geri, R1 ve R2 eksenleri yukarı-aşağı ve Z1 ve Z2 eksenleri sola-sağa hareket için kullanılabilir. Bu sayede iş parçasının bükülmesi esnek bir şekilde gerçekleştirilebilir.
4. Çerçeve, kaynak işleminden sonra tek seferde monte edilir ve CNC pentahedron işleme merkezi ile işlenerek çerçevenin rijitliği ve işleme hassasiyeti sağlanır.
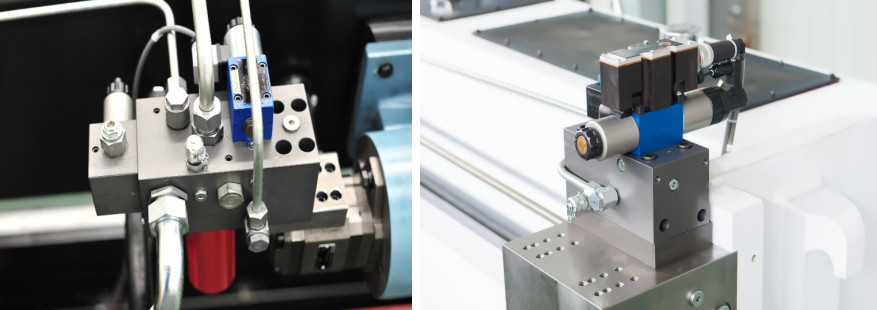
5. Entegre hidrolik kontrol sistemi boru hattını kısaltarak yağ sızıntısını önler ve performans istikrarını artırır; ayrıca makinenin görünümü de güzelleştirilir.

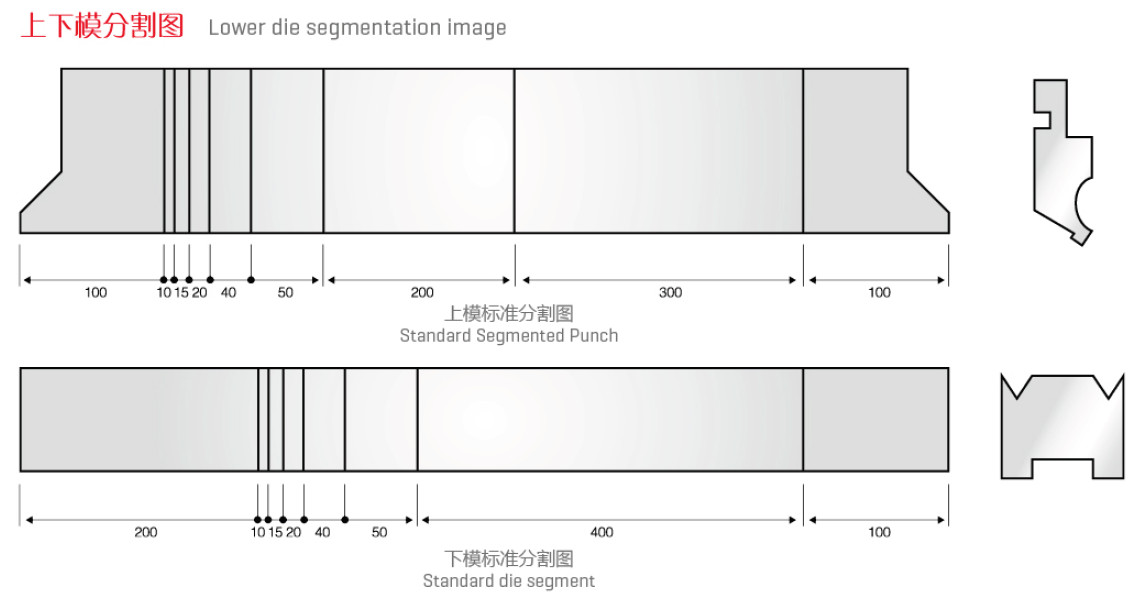
6. Bölümlü zımba, özel iş parçasının bükme gereksinimine göre belirli uzunluklarda birleştirilebilir.
7. İş yükünü azaltmak ve çalışma verimliliğini artırmak için isteğe bağlı olarak hidrolik otomatik sıkıştırma veya mekanik hızlı sıkıştırma sistemi takılabilir.

8. CNC sistemi, Delem CNC sistemini kullanmaktadır. Bu CNC sistemi, en yeni elektronik devre, yüksek çözünürlük oranına sahip gerçek renkli TFT ekran ve çok dilli menü özelliklerine sahiptir. Uluslararası alanda bükme makineleri için birinci sınıf bir kontrol sistemidir.
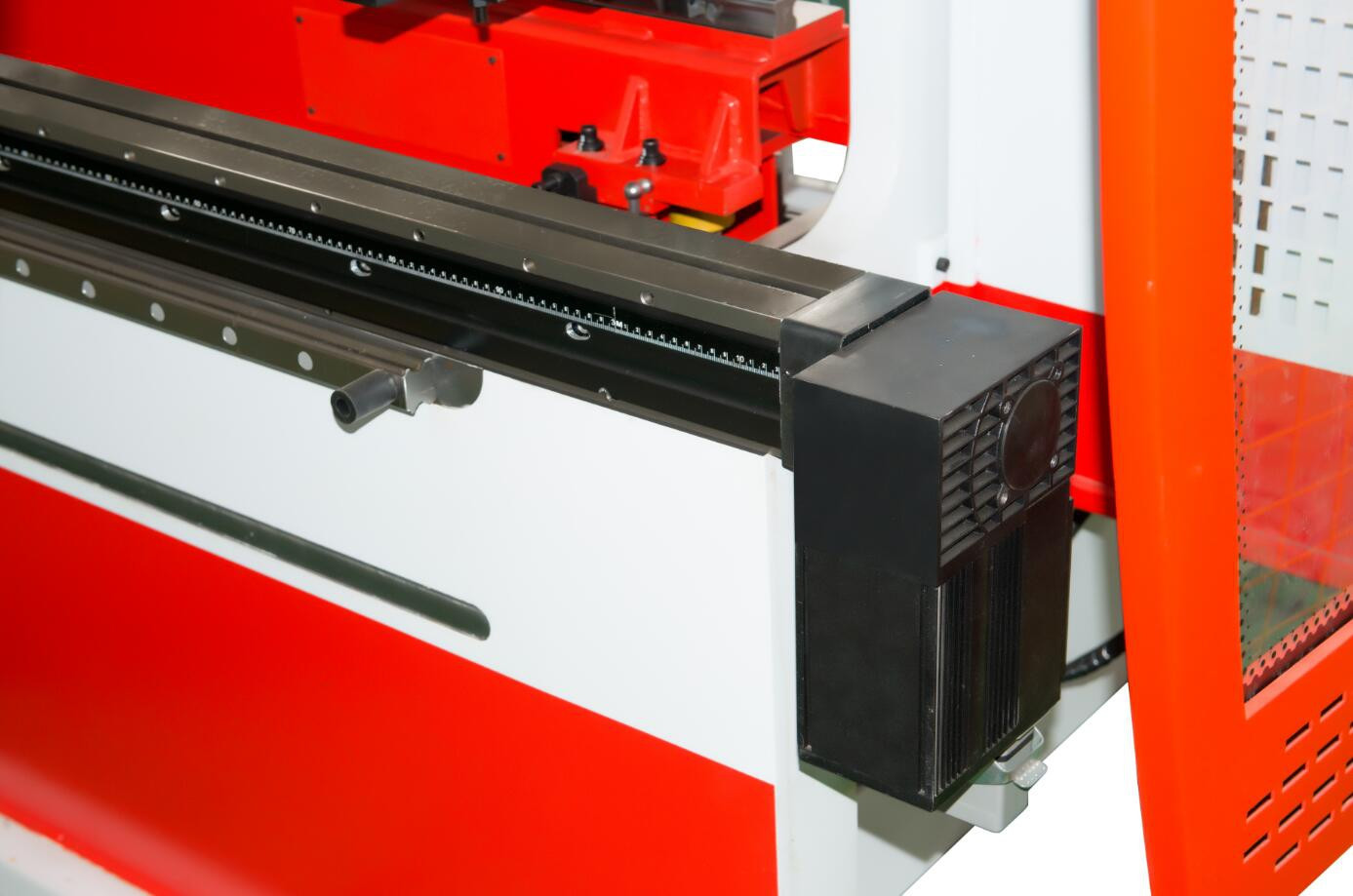
9. C tipi boğaz dengeleme cihazı, takım tezgahının boğazının altına monte edilir ve algılama cihazına bağlanır. Bükme kuvvetinin küçük deformasyonu sistemin ölçüm doğruluğunu etkilemez ve her kalınlıktaki ve her malzemeden yapılmış levhanın bükme hassasiyeti sağlanabilir.
10. Ön destek ve astar kılavuzu hareketi kolaylaştırır.


Delem DA66T CNC kontrol sistemi, uluslararası düzeyde gelişmiş özelliklere sahiptir.
1. Tam WINDOWS® işletim sistemi, anında makine kapatma özelliğini gerçekleştirebilir;
2. Çoklu dil seçeneği ve kolay kullanım;
3. Şık görünüm tasarımı ve insan odaklı çalışma prensibi;
4. Akıllı modüler yapı sayesinde sistem 24 eksene kadar genişletilebilir;
5. 17 inç TFT gerçek renkli LCD ekran, 2 boyutlu grafiksel programlama;
6. Devre tasarımını azaltmak ve güvenilirliği artırmak için dahili PLC;
7. USB fare bağlantı noktası, klavye bağlantı noktası;

8. Makine çalışma süresinin ve bükme sürelerinin otomatik olarak toplanması;
9. Bükme prosedürünün otomatik derlenmesi ve bükme simülasyonu;
10. Makine görünümü, takım ve iş parçası açısından 1:1:1 oranında grafik formatında ücretsiz yakınlaştırma;
11. Dijital, grafik ve diğer yöntemlerle kalıp programlama, düz kalıp, geniş yaylı kalıp, çoklu V oluklu kalıp, değişken V oluklu kalıp;
12. Otomatik açı düzeltme veritabanı, kendi kendine öğrenen bükme toleransı tablosu ve çok yönlü çarpışma algılama fonksiyonu ile atık ürünleri ortadan kaldırır;
13. Hatalı çalışmayı önlemek için hata alarm sistemi;
14. Bellek kapasitesi 1 GB
15. Uzaktan teşhis;
16. Makineye özel analiz yazılımı, gerçek zamanlı izleme;
17. Özel çevrimdışı programlama yazılımları, programlama süresini kısaltabilir ve verimliliği artırabilir;
18. Gömülü dosya yönetim sistemi, metin editörü;
19. Tandem operasyon;
20. Kumanda paneli acil durdurma düğmesi, manuel hareket ettirici sürgü ve ergonomik tasarım özelliklerine sahiptir.
T-3500TCNC sistemi
1. Gerçek zamanlı WINDOWS işletim sistemi kullanılarak anlık kapatma gerçekleştirilebilir;
2 farklı dil seçeneği mevcuttur, arayüz İngilizce olarak ayarlanabilir, kullanımı kolaydır;
3. Şık tasarım, kolay kullanım, insan odaklı yaklaşım;
4 standart dört eksenli, ek modüller ile altı eksene kadar destek;
5.10" TFT gerçek renkli ekran, LCD dokunmatik ekran, çoklu dokunma, iki boyutlu grafik programlama, 3D görüntüleme;
6 adet dahili PLC fonksiyonu, devre tasarımını basitleştirir, güvenilirliği artırır;
7. USB fare arayüzü, klavye arayüzü;
8 saat otomatik çalışma ve bükme süresi;
9. Dijital ve 2B grafiklerle tam dokunmatik programlama, bükme işleminin 3B görünümü, bükme işleminin otomatik derlenmesi ve bükme simülasyonu;
10. Makine şekli, kalıp ve iş parçası, grafiklere göre 1:1:1 oranında serbestçe yakınlaştırılabilir.

11. Dijital, grafik ve diğer yöntemlerle kalıp programlama, düz kalıp, geniş dairesel yay kalıp, çoklu V oluklu kalıp, değişken V oluklu kalıp;
12. Hatalı çalışmayı önlemek için hata alarm sistemi;
13. Bellek kapasitesi 1 GB
14. Makineye özel analiz yazılımı, gerçek zamanlı izleme;
15. Gömülü dosya yönetim sistemi, metin editörü;
16. Tandem operasyon;
17. Kumanda paneli acil durdurma düğmesi, manuel hareket ettirici sürgü ve ergonomik tasarım özelliklerine sahiptir.
CNC Pres Bükme Makinesi; CNC pres bükme makinesi; CNC hidrolik pres bükme makinesi; satılık CNC pres bükme makinesi; CNC bükme makinesi; hidrolik sac bükme makinesi; CNC sac bükme makinesi; satılık CNC metal bükme makinesi; CNC metal bükme makinesi; pres bükme makinesi; CNC hidrolik pres bükme makinesi; hidrolik pres bükme makinesi
Holland ELEM DA52 CNC Sistemi
1. Gerçek zamanlı WINDOWS işletim sistemi kullanılarak anlık kapatma gerçekleştirilebilir.
2. Çoklu dil seçeneği ve kolay kullanım;
3. Şık görünüm tasarımı ve insan odaklı çalışma prensibi;
4. Akıllı modüler yapı sayesinde sistem 4 eksende esnek bir şekilde genişletilebilir.
5. 7" TFT LCD ekran;
6. Devre tasarımını azaltmak ve güvenilirliği artırmak için dahili PLC;
7. USB fare bağlantı noktası, klavye bağlantı noktası, RS232 bağlantı noktası, güvenlik PLC bağlantı noktası;
8. Makine çalışma süresinin ve bükme sürelerinin otomatik olarak toplanması;
9. Dijital programlama;
10. Dijital mod kalıp programlama;
11. Otomatik açı düzeltme veritabanı;
12. Hatalı işlemleri önlemek için hata uyarı sistemi;
13, bellek kapasitesi 64 MB'tır;
14, özel analiz yazılımı, gerçek zamanlı izleme;
15. Tandem operasyon;
16. kumanda paneli acil durdurma özelliğiyle donatılmıştır.

Holland ELEM DA53 CNC Sistemi
1. DELEM-LINUX işletim sistemi kullanılarak anlık kapatma gerçekleştirilebilir.
2. Çoklu dil seçeneği ve kolay kullanım;
3. Şık görünüm tasarımı ve insan odaklı çalışma prensibi;
4. Akıllı modüler yapı sayesinde sistem 4 eksende esnek bir şekilde genişletilebilir.
5. 10" TFT LCD ekran;
6. Devre tasarımını azaltmak ve güvenilirliği artırmak için dahili PLC;
7. USB fare bağlantı noktası, klavye bağlantı noktası, RS232 bağlantı noktası, güvenlik PLC bağlantı noktası;
8. Makine çalışma süresinin ve bükme sürelerinin otomatik olarak toplanması;
9. Dijital dokunmatik programlama;
10. Dijital mod kalıp programlama;
11. Otomatik açı düzeltme veritabanı;
12. Hatalı işlemleri önlemek için hata uyarı sistemi;
13, bellek kapasitesi 64 MB'tır;
14, özel analiz yazılımı, gerçek zamanlı izleme;
15. Gömülü dosya yönetim sistemi, metin editörü
16. Tandem operasyon;
17. İşlem paneli acil durdurma özelliğiyle donatılmıştır.

| HAYIR. | Tanım | Miktar | Açıklama |
| 1 | Operasyon Dosyaları | Bir set | |
| 2 | İçten Altıgen Soket Anahtarı | Bir set | |
| 3 | Gres Tabancası | Bir numara. | |
| 4 | Topraklama Cıvatası | Bir set | |
| 5 | Ayar Cıvatası | Bir set | |
| 6 | Ayak Kontrolü | Bir numara. | |
| 7 | Standart Takımlar | Bir set |
1. Hidrolik yağ: İthal VG46# aşınma önleyici hidrolik yağ; gerekli yağ miktarı makine özelliklerine bağlıdır;
2. Güç: 380V, 50Hz, voltaj dalgalanması %10-%5
3. Ortam sıcaklığı: 0°C - +40°C
4. Ortam nemi: bağıl nem %20-80 RH (yoğuşmasız)
5. Güçlü titreşim kaynaklarından ve elektromanyetik girişimden uzak tutun.
6. Az toz, zararlı veya aşındırıcı gaz yok.
7. Temel çizimine göre temeli hazırlayın.
8. Belirli bir eğitim geçmişine sahip personeli, uzun vadeli bir düzenleme ile makine operatörü olarak görevlendirmek üzere seçin.
| HAYIR. | Tanım | Miktar | Açıklama |
| 1 | Operasyon Dosyaları | Bir set | |
| 2 | İçten Altıgen Soket Anahtarı | Bir set | |
| 3 | Gres Tabancası | Bir numara. | |
| 4 | Topraklama Cıvatası | Bir set | |
| 5 | Ayar Cıvatası | Bir set | |
| 6 | Ayak Kontrolü | Bir numara. | |
| 7 | Standart Takımlar | Bir set |
60T
| Özellikler | Birim | PR9 060/2550 | |
| Maksimum Eğilme Kuvveti | KN | 600 | |
| Maksimum Bükme Uzunluğu | mm | 2550 | |
| Sütun Mesafesi | mm | 2150 | |
| Boğaz Derinliği | mm | 350 | |
| Ram Vuruşu | mm | 215 | |
| Kapalı Yükseklik | mm | 530 | |
| Yaklaşma Hızı | mm/s | 200 | |
| Çalışma Hızı | mm/s | 18 | |
| Dönüş Hızı | mm/s | 200 | |
| Ana Motor Gücü | Kw | 7.5 | |
| CNC Sistemi | Holland Delem DA66T, DA52S, DA53T veya T-3500T CNC sistemi, Y1, Y2, X, R, Z1, Z2 eksenlerini ve mekanik bombeleme işlemini kontrol eder. | ||
| Petrol Tankı Kapasitesi | L | 300 | |
| X Eksen | Kesinlik | mm | ±0,1 |
| Felç | mm | 500 | |
| Hız | mm/s | 400 | |
| Güç | Kw | 0,85 | |
| R Eksen | Kesinlik | mm | ±0,1 |
| Felç | mm | 200 | |
| Hız | mm/s | 200 | |
| Güç | Kw | 0,85 | |
| Z1,Z2 Eksen | Kesinlik | mm | ±0,1 |
| Felç | mm | 1250 | |
| Hız | mm/s | 1200 | |
| Güç | Kw | 0,75 | |
| Anahat Boyutu | Uzunluk | mm | 3400 |
| Genişlik | mm | 1400 | |
| Yükseklik | mm | 2510 | |
100T
| Özellikler | Birim | PR9 100/3100 | PR9 100/4100 | |
| Maksimum Eğilme Kuvveti | KN | 1000 | 1000 | |
| Maksimum Bükme Uzunluğu | mm | 3100 | 4100 | |
| Sütun Mesafesi | mm | 2700 | 3700 | |
| Boğaz Derinliği | mm | 420 | 420 | |
| Ram Vuruşu | mm | 265 | 265 | |
| Kapalı Yükseklik | mm | 530 | 530 | |
| Yaklaşma Hızı | mm/s | 220 | 220 | |
| Çalışma Hızı | mm/s | 17 | 13 | |
| Dönüş Hızı | mm/s | 220 | 150 | |
| Ana Motor Gücü | Kw | 15 | 11 | |
| CNC Sistemi | Holland Delem DA66T, DA52S, DA53T veya T-3500T CNC sistemi, Y1, Y2, X, R, Z1, Z2 eksenlerini ve mekanik bombeleme işlemini kontrol eder. | |||
| Petrol Tankı Kapasitesi | L | 350 | 500 | |
| X Eksen | Kesinlik | mm | ±0,1 | ±0,1 |
| Felç | mm | 500 | 500 | |
| Hız | mm/s | 400 | 400 | |
| Güç | Kw | 0,85 | 0,85 | |
| R Eksen | Kesinlik | mm | ±0,1 | ±0,1 |
| Felç | mm | 200 | 200 | |
| Hız | mm/s | 200 | 200 | |
| Güç | Kw | 0,85 | 0,85 | |
| Z1,Z2 Eksen | Kesinlik | mm | ±0,1 | ±0,1 |
| Felç | mm | 1850 | 2800 | |
| Hız | mm/s | 1200 | 1200 | |
| Güç | Kw | 0,75 | 0,75 | |
| Anahat Boyutu | Uzunluk | mm | 3450 | 4450 |
| Genişlik | mm | 1600 | 1600 | |
| Yükseklik | mm | 2750 | 2710 | |
150T
| Özellikler | Birim | PR9 150/3100 | PR9 150/4100 | |
| Maksimum Eğilme Kuvveti | KN | 1500 | 1500 | |
| Maksimum Bükme Uzunluğu | mm | 3100 | 4100 | |
| Sütun Mesafesi | mm | 2700 | 3700 | |
| Boğaz Derinliği | mm | 420 | 420 | |
| Ram Vuruşu | mm | 265 | 265 | |
| Kapalı Yükseklik | mm | 530 | 530 | |
| Yaklaşma Hızı | mm/s | 180 | 180 | |
| Çalışma Hızı | mm/s | 11 | 11 | |
| Dönüş Hızı | mm/s | 150 | 150 | |
| Ana Motor Gücü | Kw | 15 | 15 | |
| CNC Sistemi | Holland Delem DA66T, DA52S, DA53T veya T-3500T CNC sistemi, X, Y1, Y2, R, Z1, Z2 eksenlerini ve mekanik bombeleme işlemini kontrol eder. | |||
| Petrol Tankı Kapasitesi | L | 440 | 600 | |
| Petrol Tankı Sayısı | HAYIR. | 3 | 4 | |
| X Eksen | Kesinlik | mm | ±0,10 | ±0,1 |
| Felç | mm | 500 | 500 | |
| Hız | mm | 500 | 400 | |
| Güç | kw | 0,85 | 0,85 | |
| R Eksen | Kesinlik | mm | ±0,10 | ±0,1 |
| Felç | mm | 200 | 200 | |
| Hız | mm | 200 | 200 | |
| Güç | kw | 0,85 | 0,85 | |
| Z1,Z2 Eksen | Kesinlik | mm | ±0,10 | ±0,1 |
| Hız | mm | 1200 | 1200 | |
| Felç | mm | 1850 | 2800 | |
| Güç | kw | 0,75 | 0,75 | |
| Anahat Boyutu | Uzunluk | mm | 3470 | 4470 |
| Genişlik | mm | 1720 | 1720 | |
| Yükseklik | mm | 2700 | 2710 | |
PR9 060
| HAYIR. | İsim | Model | Marka | |
| 1 | CNC Sistemi | DA66T/T-3500T/DA52S veya DA53T CNC Sistemi | Holland DELEM | |
| 2 | Servo Motor | ECMA-E21315RS/SGM7G-09AFC61 | DELTA VEYA YASAKAWA | |
| 3 | Servo Sürücüsü | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA VEYA YASAKAWA | |
| 4 | Hidrolik Sistem | Elektrohidrolik sistem | Almanya Bosch-Rexroth veya Almanya HOERBIGER | |
| Senkronizasyon kontrol düzeneği | a. basınç valfi | |||
| b. aktif valf | ||||
| c. oransal servo valf vb. | ||||
| Hidrolik kontrol tertibatı | a. kartuş valf | |||
| b. Oransal basınç valfi | ||||
| c. seçici valf | ||||
| d. Oransal basınç düşürme valfi | ||||
| e. basınç vanası vb. | ||||
| 5 | Doğrusal kılavuz yolu | 35A---760L VEYA 35E-760L | THK VEYA PMI | |
| 6 | Bilyalı vida | 25/20-1000L veya R25/20-880/1000 | THK VEYA PMI | |
| 7 | Yağ pompası | PGH3-2X/016RE071VU2 | Almanya Rexroth | |
| 8 | Yağ silindirindeki komple sızdırmazlık halkası seti | ABD PARKER | ABD PARKER | |
| 9 | Yüksek basınçlı boru hattının komple seti | 1.GE16 ZSR 3/4EDCF | ABD PARKER、EO-2 boru bağlantı parçası veya Almanya VOSS boru bağlantı parçası | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5.WH10 ZSR KDSCF vb. | ||||
| 10 | Bağlantı | R38 25/42 | Almanya KTR | |
| 11 | AC kontaktör | LC1-D1810B7, LC1-D0910B7N vb. | Schneider | |
| 12 | Yakınlık anahtarı | TP-SM5P2 vb. | EĞİLİMLİ OLMA | |
| 13 | Terminal uç | UK2.5B, UK10N vb. | Anka kuşu | |
| 14 | Düğme | XB2-BVB3LC vb. | Schneider | |
| 15 | Tablo | Holland SIKKENS | ||
| 16 | Taç giyme töreni | Ulusal marka (standart) | SREE/SENDİKA | |
| 17 | Taç giyme töreni | İçe aktarıldı (seçenek) | VİLLA | |
| 18 | Ön destekçi | standart | JFY | |
PR9 100
| HAYIR. | İsim | Model | Marka | |
| 1 | CNC Sistemi | DA66T veya DA52S veya DA53T veya T-3500T CNC Sistemi | Holland DELEM | |
| 2 | Servo Motor | ECMA-E21315RS/SGM7G-09AFC61 | DELTA VEYA YASAKAWA | |
| 3 | Servo Sürücüsü | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA VEYA YASAKAWA | |
| 4 | Hidrolik Sistem | Elektrohidrolik sistem | Almanya Bosch-Rexroth veya Almanya HOERBIGER | |
| Senkronizasyon kontrol düzeneği | a. basınç valfi | |||
| b. aktif valf | ||||
| c. oransal servo valf vb. | ||||
| Hidrolik kontrol tertibatı | a. kartuş valf | |||
| b. Oransal basınç valfi | ||||
| c. seçici valf | ||||
| d. Oransal basınç düşürme valfi | ||||
| e. basınç vanası vb. | ||||
| 5 | Doğrusal kılavuz yolu | 35A-760L VEYA 35E-760L | THK VEYA PMI | |
| 6 | Bilyalı vida | 20/25-880/1000 VEYA R25/20-880/1000 | THK VEYA PMI | |
| 7 | Yağ pompası | PGH4-3X/032RE071VU2 | Almanya Rexroth | |
| IPVAP5-32 | Almanya VOITH | |||
| HQI3-32 | Almanya Eckerle | |||
| 8 | Yağ silindirindeki komple sızdırmazlık halkası seti | ABD PARKER | ABD PARKER | |
| 9 | Yüksek basınçlı boru hattının komple seti | 1.GE16 ZSR 3/4EDCF | ABD PARKER、EO-2 boru bağlantı parçası veya Almanya VOSS boru bağlantı parçası | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5.WH10 ZSR KDSCF vb. | ||||
| 10 | Bağlantı | R38 25/42 | Almanya KTR | |
| 11 | AC kontaktör | LC1-D1810B7, LC1-D0910B7N vb. | Schneider | |
| 12 | Yakınlık anahtarı | TP-SM5P2 vb. | EĞİLİMLİ OLMA | |
| 13 | Terminal uç | UK2.5B, UK10N vb. | Anka kuşu | |
| 14 | Düğme | XB2-BVB3LC vb. | Schneider | |
| 15 | Tablo | KAILEDI | ||
| 16 | Taç giyme töreni | Ulusal marka (standart) | SREE/SENDİKA | |
| 17 | Taç giyme töreni | İçe aktarıldı (seçenek) | VİLLA | |
| 18 | Ön destekçi | standart | JFY | |
PR9 150
| HAYIR. | İsim | Model | Marka | |
| 1 | CNC Sistemi | DA66T veya DA52S veya DA53T veya T-3500T CNC Sistemi | Holland DELEM | |
| 2 | Servo Motor | ECMA-E21315RS/SGM7G-09AFC61 | DELTA VEYA YASAKAWA | |
| 3 | Servo Sürücüsü | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA VEYA YASAKAWA | |
| 4 | Hidrolik Sistem | Elektrohidrolik sistem | Almanya Bosch-Rexroth | |
| Senkronizasyon kontrol düzeneği | a. basınç valfi | |||
| b. aktif valf | ||||
| c. oransal servo valf vb. | ||||
| Hidrolik kontrol tertibatı | a. kartuş valf | |||
| b. Oransal basınç valfi | ||||
| c. seçici valf | ||||
| d. Oransal basınç düşürme valfi | ||||
| e. basınç vanası vb. | ||||
| 5 | Doğrusal kılavuz yolu | 35A-760L VEYA 35E-760L | THK VEYA PMI | |
| 6 | Bilyalı vida | 20/25-880/1000 VEYA R25/20-880/1000 | THK VEYA PMI | |
| 7 | Yağ pompası | PGH4-3X/032RE071VU2 | Almanya Rexroth | |
| IPVAP5-32 | Almanya VOITH | |||
| HQI3-32 | Almanya Eckerle | |||
| 8 | Yağ silindirindeki komple sızdırmazlık halkası seti | ABD PARKER | ABD PARKER | |
| 9 | Yüksek basınçlı boru hattının komple seti | 1.GE16 ZSR 3/4EDCF | ABD PARKER、EO-2 boru bağlantı parçası veya Almanya VOSS boru bağlantı parçası | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5.WH10 ZSR KDSCF vb. | ||||
| 10 | Bağlantı | R38 25/42 | Almanya KTR | |
| 11 | AC kontaktör | LC1-D1810B7, LC1-D0910B7N vb. | Schneider | |
| 12 | Yakınlık anahtarı | TP-SM5P2 vb. | EĞİLİMLİ OLMA | |
| 13 | Terminal uç | UK2.5B, UK10N vb. | Anka kuşu | |
| 14 | Düğme | XB2-BVB3LC vb. | Schneider | |
| 15 | Tablo | KAILEDI | ||
| 16 | Taç giyme töreni | Ulusal marka (standart) | SREE/SENDİKA | |
| 17 | Taç giyme töreni | İçe aktarıldı (seçenek) | VİLLA | |
| 18 | Ön destekçi | standart | JFY | |
CNC Pres Bükme Makinesi; CNC pres bükme makinesi; CNC hidrolik pres bükme makinesi; satılık CNC pres bükme makinesi; CNC bükme makinesi; hidrolik sac bükme makinesi; CNC sac bükme makinesi; satılık CNC metal bükme makinesi; CNC metal bükme makinesi; pres bükme makinesi; CNC hidrolik pres bükme makinesi; hidrolik pres bükme makinesi
